专业生产高精度内刮焊管
注重细节·客户至上·高效快速
全国咨询热线:
0510-8330 1916



 全国服务热线
全国服务热线
点击次数:121 更新时间:2024-08-30
螺旋钢管焊接钢管的生产制造能体现出优质高效的优点,双头生产制造势比提升工程项目管理与质监的工程量清单。几台螺旋钢管焊接钢管生产制造机的应用能够提高生产效率,快速高效的完成工作,虽然是多设备的使用,总的来说使用方便,有利于操控。
螺旋钢管焊接钢管在中国关键用于自来水工程、石油工业、化工、电力行业、农田灌溉、城市规划建设。作液态运输用:给排水、排水管道。作汽体运输用:液化气、蒸汽、压缩天然气。作构造用:作打桩管、作公路桥梁;港口、路面、建筑构造用管等。
螺旋钢管焊接钢管的使用范围是较为广的,能够运用在各个行业,达到多种多样汽体、液态的运送,完成无间隙运送。
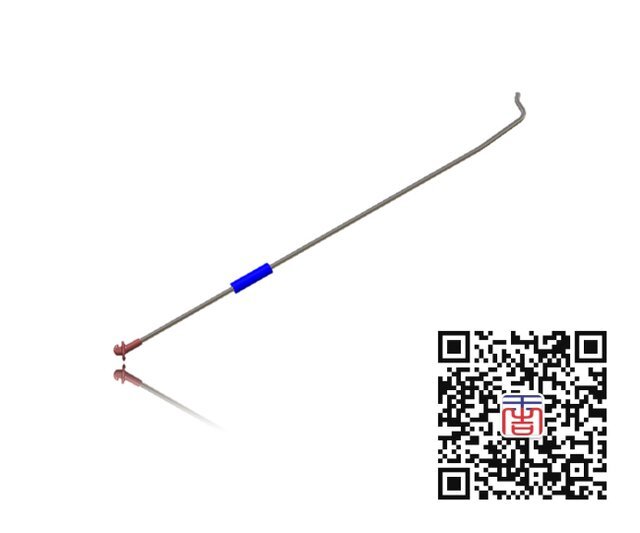
外型缺点焊接钢管解决
带钢外型缺点焊接钢管有长刀弯、波浪纹弯、啃边、结痂、刮伤、压印、首尾参差不齐、塔形卷、散卷、表面氧化皮等。
1、长刀弯
这是沿热轧带钢长短方位在程度表面向一侧弯折的状况,或称月牙弯;是热轧带钢冷轧时沿间距方位两边形变不均匀导致的。长刀弯焊接钢管在生产中非常容易造成搭焊,成形时方向跑偏乃至旋转。
2、波浪纹弯
这是热轧带钢边沿一部分沿竖向不断弯折的状况;是热轧带钢冷轧时沿间距方位核心部和边沿部形变不均匀导致的。波浪纹弯在成形电焊焊接的时候会造成明显的搭焊,没法开展生产制造,因而是不可以发生的。
3、啃边
这是热轧带钢边沿部展现锯齿形凸凹不平的状况,一般出现在纵剪热轧带钢上。产生原因是纵剪机园盘剪子修磨钝或者有缺口产生的。啃边比较严重的热轧带钢电焊焊接时危害焊缝质量可靠性,因为会出现部分“缺肉”而产生裂纹、缝隙。
4、结痂、压印、刮伤、首尾参差不齐
结痂、压印是冷轧时脏东西粘到热轧带钢上产生的;刮伤是热轧带钢在行驶情况下被辊筒上或地板上的脏东西刮伤导致的,特别是冷轧钢带没经抹油时更容易刮伤;首尾参差不齐是热轧带钢冷轧后没有经过切首尾立即放卷导致。这种缺点最后造成焊接钢管外观质量不过关,务必摘除或判废,减少焊接钢管的出成率和达标率。
5、塔形卷
塔形卷十热轧带钢自里圈至外侧呈塔形卷获得热轧带钢卷,一般不允超过50mm。
6、散卷
轻度的散卷经梳理后还需要用,比较严重的散卷因为没法梳理以至务必激光切割较为散乱一部分方可应用,增强了金属材料耗费,降低了出成率。
形成原因:外包装不牢固,不符包装要求;装货卸货情况下操作不当;原材料管理方法不太好,压库、往返吊装起降导致散卷。
7、表面氧化皮
氧化皮进到热轧带钢边沿中间的焊接区要造成铸造缺陷,除此之外热轧带钢表层的化合物片进到成形机遇使成形辊的损坏加速。理应对锌灰比较严重的热轧卷板去氧化皮开展解决。