专业生产高精度内刮焊管
注重细节·客户至上·高效快速
全国咨询热线:
0510-8330 1916



 全国服务热线
全国服务热线
点击次数:41 更新时间:2024-08-30
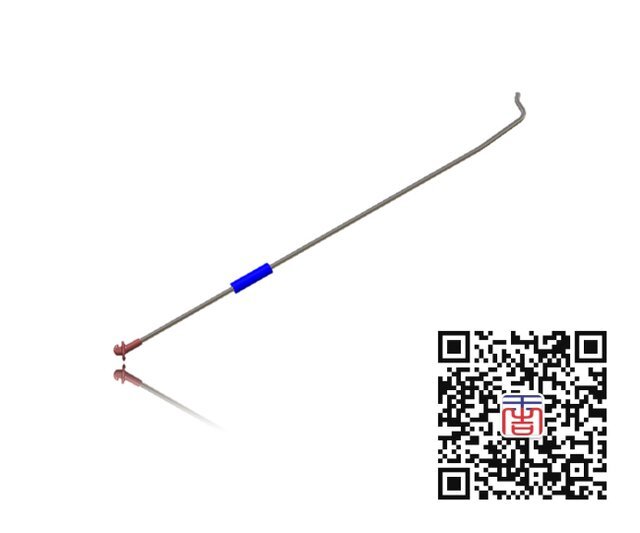
无锡市热轧焊接钢管它包含热处理方法信用卡和工艺规程两大类,均是为零件的恰当热处理工艺而做出的。
工艺卡片內容的设计方案应有产品名字.热轧焊接钢管原材料型号.技术标准.检测方式.工艺流程流程.装炉方式和装炉量.工治具的利用及其使用的机器设备等,**关键的是热处理方法主要参数的设计方案,这也是工艺卡片的关键所属。
而热轧焊接钢管工艺规程是工艺卡片的填补,是体现某一种热处理工艺方式或操作步骤的工艺规程,它详尽要求了开展某类热处理工艺的使用说明和常见问题。
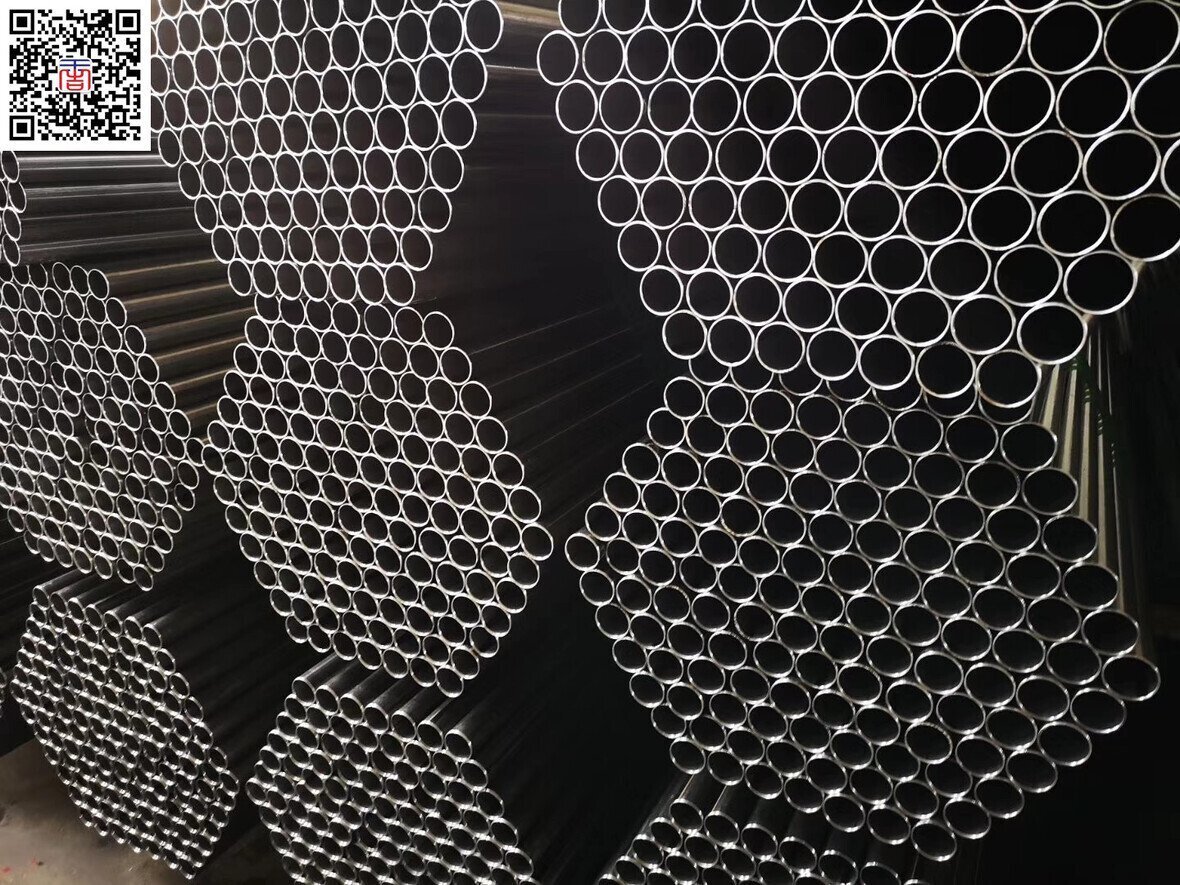
1.从表面上辨别,也就是在外观检验。焊缝的外观检验是一种办理流程简易而又应用广泛的检验方法,是品质检验的一个重要内容,主要是发现电焊焊接表面的缺陷和规模上的偏差。一般通过人的眼睛观察,借助标准模版.卡规和低倍高倍放大镜等工具进行检验。若电焊焊接表面出现缺陷,电焊焊接内部便有存在缺陷的可能。
2.物理方法的检验:物理的检验方法是应用一些物态变化进行精确测量或判断的方法。原料或商品部件内部缺陷情况的检查,一般都是采用无损检测技术的方法。无损检测技术有超声探伤仪.无损探伤.渗透到无损探伤检测.带磁无损探伤检测等。
3.承受力容器的抗拉强度检验:承受力容器,除进行密封性试验外,也需要进行抗拉强度试验。广泛有打压测试和轮胎气压标准试验二种。她们都能检验在压力下工作上的容器和物品的电焊焊接密度高的性。轮胎气压标准试验比打压测试更为机敏和速,此外试验后的产品不用污水管道处理,对于污水管道艰辛的产品特别是在可以用。但试验的危险性比打压测试大。进行试验时,尽量遵循相对性的生产安全技术性防范措施,避免 试验过程中造成安全生产事故。
4.密度高的性检验:储存液体或气体的电弧焊接电焊焊接容器,其电焊焊接的不密度高的缺陷,如贯穿性的裂缝.出出气孔.焊疤.未焊透和疏松组织 等,可用密度高的性试验来发现。密度高的性检验方法有:车用汽油试验.载水实验.清洗试验等。