专业生产高精度内刮焊管
注重细节·客户至上·高效快速
全国咨询热线:
0510-8330 1916



 全国服务热线
全国服务热线
点击次数:36 更新时间:2024-08-30
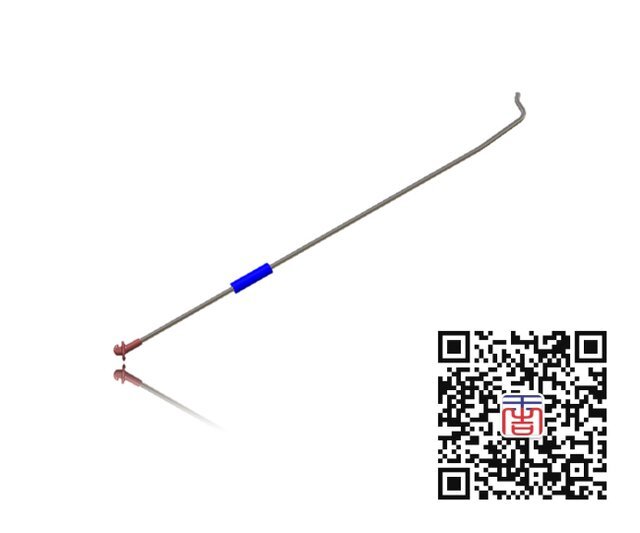
小口徑无缝管实芯圆坯经查验,除去表层缺点,切成所需长短,放心管料破孔内孔,随后送热处理炉加温切割机,与此同时持续转动前行。在热轧带钢和顶端的效果下,管料內部慢慢产生内腔,称之为毛管。
随后送至全自动冷拔机再次冷轧。最终,根据整机的整壁薄厚和定径机的口模来达到规格型号规定。运用持续冷拔机组生产制造热扎无缝管是一种现代化的方式 。假如要得到规格更小、品质更强的无缝钢管,务必选用热轧、冷拉或二者相结合的方式 。热轧一般在两辊挤压机上开展,无缝钢管在由变截面圆洞槽和没动锥型顶边构成的环孔中冷轧。
冷拉一般在多肽链或发夹结构冷拔机上开展压挤。将要加温好的管料放进关闭的压挤筒中,破孔棒与压挤杆一起健身运动,使压挤件从较小的模孔中挤压。这类办法能够制造直徑较小的无缝钢管。以上便是沛泽我带来我们的,有关口径小无缝管制造办法的详细介绍!
公司坐落于优美环境的苏州太湖和鱼米乡无锡市。我企业是一家专业的生产制造无缝管、高精密无缝管(高精密冷拉、精轧钢厂管、绗磨管)、小直徑无缝钢管、光亮管、六角管、不锈钢圆管、方钢管、矩形方管等异型管的公司。小直徑无缝管直径可以达到3mm-50mm,壁厚可以达到0.5mm-14mm。长期库存量6*1,8*1,10*1,小直徑无缝管,无氧运动淬火。迅速订制時间。