专业生产高精度内刮焊管
注重细节·客户至上·高效快速
全国咨询热线:
0510-8330 1916



 全国服务热线
全国服务热线
点击次数:220 更新时间:2024-08-30
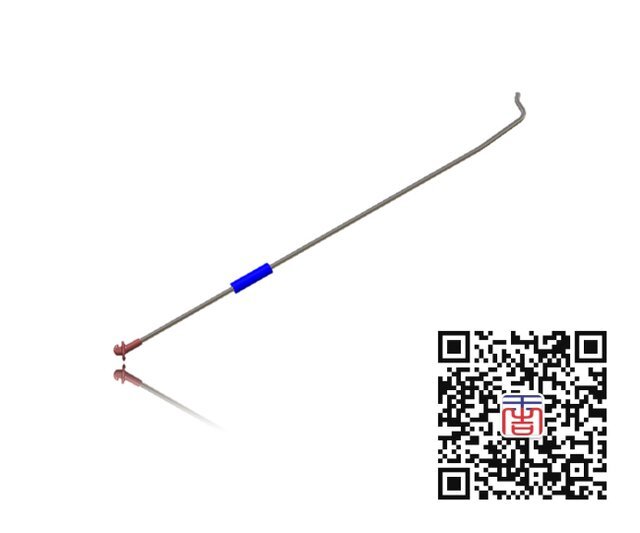
小口徑无缝管:依据生产制造方式的不一样,可分成热轧管、热轧管、冷拔钢管、挤压成型管等。热扎无缝管一般生产制造在全自动轧管机组。
小径无缝钢管实芯管料经查验,除去表层缺陷,切成所需长度,放心将管料破孔内孔,然后送到热处理炉加温切割机,同时持续转动前行。由于热轧带钢起到了顶部的作用,管道内慢慢形成了内腔称为毛管,然后将其送到全自动轧管机进行冷轧。最后,根据机床的整体壁厚,根据口模尺寸,达到规格型号的要求。利用连续轧管机组生产和制造热扎无缝管是一种优秀的途径。

为了更好地得到 规格更小、品质更强的无缝钢管,热轧、冷用热轧、冷拉或二者融合的方式。热轧一般 在两辊挤压机上开展。无缝钢管在由变横断面圆洞槽和没动锥型顶边构成的环孔中冷轧。冷拉一般 在多肽链或发夹结构冷拔机上开展。将要加温好的管料放进封闭式的挤压成型圆桶中,破孔棒与挤压成型杆一起健身运动,使挤压成型件从较小的模孔中挤压。这类方式能够生产制造口徑较小的无缝钢管。
小口徑厚壁无缝管就是指直径低于630mm,直径与厚度之比低于20mm的无缝钢管。现阶段最少直徑可以达到3mm,壁厚至1mm。
小口徑厚壁无缝管多用以两面电弧焊的生产工艺流程,商品历经弯折、接缝处、内焊、外焊、校直、小平头等多道工艺过程,合乎美石油学好的规范规定。大口徑厚壁无缝管多用以大中型钢架结构基本建设,做为公路桥梁基础打桩、深海基础打桩、多层建筑基础打桩等关键支撑点一部分。
原材料一般为20#和Q345B。生产过程。
圆管→热压→破孔→三辊斜轧,轧机或挤压成型→脱管→口模(或减径)→冷却→校正→压紧(或探伤)→标识→入库。
关键作为原油地质环境钻探管、石油化工设备缝隙管、蒸汽管道、滚动轴承管、车辆、大拖拉机、航空公司高精密304无缝管等。
小径厚壁无缝管净重公式计算:[(直径-壁厚)*壁厚]*0.02466=kg/米(净重/米)